
راهگاه گرم قالب های تزریق پلاستیک
به طور کلی قالب تزریق پلاستیک، برای اولین بار در اوخر قرن نوزدهم شکل گرفت. با این که در آن زمان پیشرفت تکنولوژی و امکانات مثل زمان حاضر نبود، اما همین موضوع شروع خوبی برای طی کردن مراحل تکامل تزریق پلاستیک شد. چرا که سالها بعد بحث قالبگیری تزریق پلاستیک، پیشرفت بسیار زیادی پیدا کرده و شامل حال صنایع هم شد. یکی از روشهای تزریق پلاستیک راهگاه گرم یا همان (Hot Runner) بوده که مانند تمام روشهای دیگر، دارای مزایا و معایب خاص خودش است. برای این که بخواهید بهترین فرایند ساخت قالب تزریق پلاستیک را داشته باشید، نیاز است در مورد راهگاه گرم اطلاعات بیشتری داشته باشید. برای این کار، پیشنهاد میکنیم حتما ادامه این مطلب را بخوانید.
قالب راهگاه گرم چیست؟
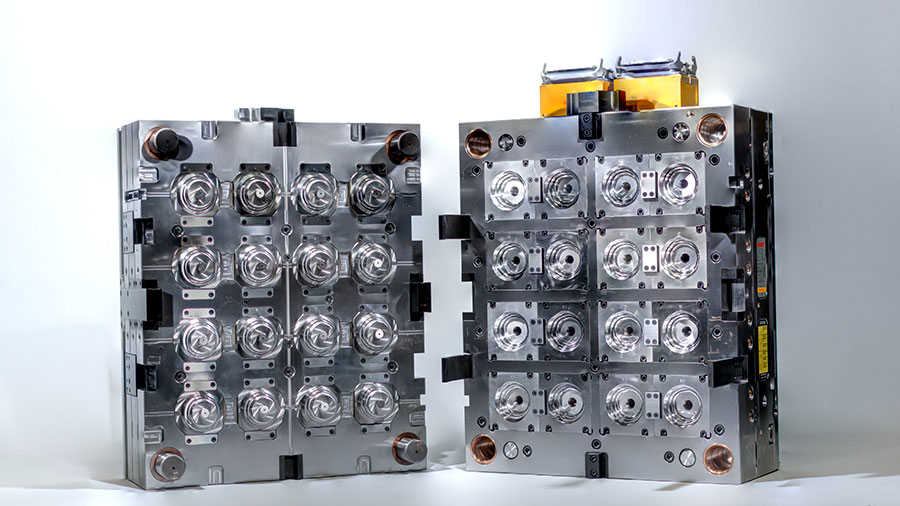
به طور کلی راهگاه گرم به یک مجموعهی مکانیکی واحد در قالبهای تزریق پلاستیک گفته میشود که معمولا از واحد تزریق ماشین تا حفره را شامل میشود. این روش شباهت زیادی به یک سیلندر تزریق درد که به خوبی عایق کاری شده است. یکی از ویژگیهای بارزی که روش راهگاه گرم دارد، حفظ حرارت پلاستیک است. یعنی از طریق راهگاه گرم، پلاستیک بدون کوچکترین افت حرارتی و یا آسیب رساندن به داخل حفره، وارد قالب میشود. برای گرم کردن قالب ساخته شده از یک سیستمی به نام منیفولد استفاده میشود. در واقع برای تنظیم درجه حرارت، از منیفولد استفاده میشود که میتواند به خوبی درجه دمای سیلندر گرمایشی را حفظ کند.
به عبارت دیگر، در روش قالبگیری راهگاه گرم، جریان مذاب جاری از قسمت نازل واحد تزریق تا بخش گیت تزریق قالب ادامه دارد که این فرایند توسط منیفولد انجام میشود. در واقع از طریق منیفولد پلاستیکی که حالت مذاب پیدا کرده، ابتدا به سمت نازلها و سپس به قسمت حرفهها وارد میشود. اما سیستم راهگاه گرم هم به دو دسته کلی تقسیم میشود که میتوان به موارد زیر اشاره کرد:
- راهگاه گرم با گرمکن داخلی
- راهگاه گرم با گرمکن خارجی
تفاوت این راهگاههای گرم در بحث کنترل بهتر و دقیقتر دمای قالب است. چرا که سیستم راهگاه گرم با گرمکن خارجی میتواند دمای قالب را بسیار دقیقتر از روش راهگاه گرم با گرمکن داخلی تنظیم کند. این موضوع برای موادی که نیاز به رعایت دمای دقیق داشته و در تولید آنها بحث حساسیت به به دما بسیار زیاد مطرح میشود، اهمیت بالایی پیدا کرده و از روش دوم استفاده میشود. اما این بدین معنا نیست که راهگاه گرم با گرمکن داخلی هیچ مزیتی نداشته و نمیتواند به طور کلی مفید واقع شود. چرا که در بحث کنترل جریان بهتر مذاب پلاستیک، این روش، یعنی راهگاه گرم با گرمکن داخلی بسیار بهتر و عالیتر از روش دیگر عمل میکند. ما در راهگاه گرم با گرمکن داخلی میتوانیم کنترل بسیار بهتری در جریان مذاب پلاستیک داشته باشیم.
یکی دیگر از بحثهای مهمی که در راهگاه گرم مطرح میشود، عدم به وجود آمدن ضایعات در این روش است. چرا که با استفاده از این روش، میتوان تولید محصولات پلاستیکی بدون ضایعات را انتظار داشت. به خاطر این که پس از باز شدن قالب، فقط قطعه اصلی از آن جدا شده و دیگر هیچ ضایعاتی را در آن مشاهده نخواهیم کرد. دقت تولید قطعات هم در روش راهگاه گرم بسیار بالاتر بوده و معمولا به قطعه آسیب خاصی هنگام تولید آن وارد نمیشود. این در حالیست که ممکن است با استفاده از روشهای دیگر، ما شاهد ضایعات و یا آسیبهای زیادی به قطعهمان باشیم.
در چنین شرایط ممکن است بارها قطعه از نو قالبگیری و یا تولید شود، که بالطبع بحث زمان، انرژی و هزینههای مازاد را هم در بر خواهد داشت. علاوه بر مواردی که ذکر شد، راهگاه گرم بهترین روش برای تزریق قطعات بسیار بزرگ است. چرا که از طریق راهگاه گرم مذاب پلاستیک میتواند از طریق چندین گیت وارد حفره شود. در نتیجه، میتوان از این روش برای تولید قطعات پلاستیکی بسیار بزرگ هم استفاده کرد. این در حالیست که در روشهای دیگر قالبگیری چنین امکانی برای تولید قطعات بزرگ، برای تولیدکنندگان فراهم نمیشود.
یک نوع سیستم دیگر در راهگاهها وجود دارد که ممکن است به دلیل شباهت زیادی که با راهگام گرم دارد، به اشتباه شناخته شود. این سیستم راهگاه عایقبندی شده یا همان (Insulated Runner) نام دارد. در روش راهگاه عایقبندی شده، دیگر پیچیدگیهای راهگاه گرم به چشم نمیخورد. چرا که این روش بسیار سادهتر از راهگاه گرم است. در راهگاه عایقبندی شده، برای نگه داشتن پلاستیک در حالت مذاب، به طور مجدد به آن حرارت داده نمیشود. بلکه در این روش، همانطور که از نامش پیداست، جلوی از دست رفتن حرارت پلاستیک مذاب، به روش عایقبندی گرفته میشود و در نتیجه پلاستیک در همان دمای اولیهی خودش باقی میماند. اما از این روش برای تعداد محدودی از قطعاتی که ساختمان نیمه کریستالی داشته و یع علت ضریب هدایت گرمایی آنها بسیار پایین است، استفاده میگردد.
مزایای سیستم راهگاه گرم
همانطور که در بالا اشاره کردیم، روشهای مختلفی برای تولید قطعات پلاستیکی وجود دارد. هر کدام از این روشها هم ممکن است مزایا و معایب خاص خودشان را داشته باشند. تولیدکنندگان قطعات پلاستیکی هم، معمولا با بررسی کردن دقیق این مزایا و معایب و نوع قطعهای که میخواهند تولید کنند، یکی از روشهای قالبگیری را انتخاب میکنند. تا این جا به طور خلاصه راجع به کلیات راهگاه گرم برای قالبگیری قطعات پلاستیکی آشنا شدیم، اما خالی از لطف نیست که برخی از مزایای آنها هم اشاره کنیم. این موارد به شرح ذیل هستند:
- کوتاهتر شدن زمان سیکل تولید
- تولید قطعات کاملا خودکار و بدون نیاز به ربات راهگاهکش
- عدم ایجاد ضایعات و یا آسیب رسیدن به قطعات
- وجود جریان مذاب متوازن در هنگام قالبگیری
- قابلیت تولید قطعات بزرگ از طریق تزریق در چندین گیت
- کمتر بودن ضخامت جدارهها به دلیل فشار کمتر تزریق در قالب
- فرورفتگی کمتر روی قطعات
- امکان قرار دادن گیت تزریق روی نقاط مختلف در روی قطعه
معایب سیستم راهگاه گرم
در بالا به مزایای راهگاه گرم اشاره کردیم، اما بدون شک این سیستم دارای معایبی هم هست که در اینجا به چند نمونه از آنها اشاره خواهیم کرد:
- سخت بودن تغییر رنگ در مواد
- هزنیه بسیار بالای قالب
- مناسب نبودن روش قالبگیری برای قطعاتی که حساسیت بالایی نسبت به حرارت دارند
- زمانبر بودن فرایند تعمیرات و دشوار بودن مراحل تعمیر
- هزینه بسیار بالای نگهداری و تعمیرات
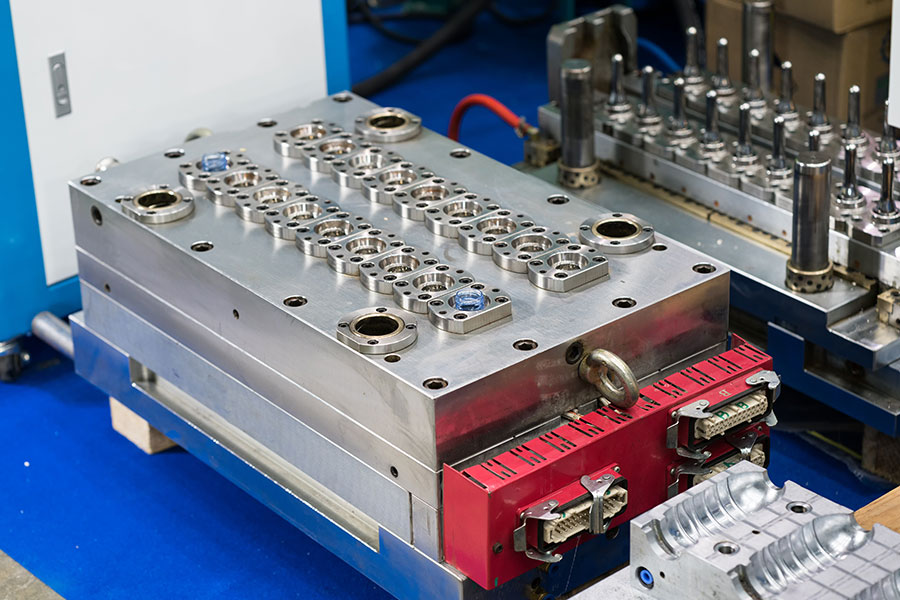
ﺳﯿﺴﺘﻢ های ﺗﺮﮐﯿﺒﯽ (ﮔﺮﻣﺎﯾﺶ داﺧﻠﯽ-خارجی)
اﯾﻦ ﻣﮑﺎﻧﯿﺰم در ﭘﯽ ﺗﻠﻔﯿﻖ ﻣﺰاﯾﺎی ﺳﯿﺴﺘﻢ های ﮔﺮﻣﺎﯾﺶ داﺧﻠﯽ ﺑﺎ ﻧﻮع ﺧﺎرﺟﯽ آن ﻫﺴﺘﻨﺪ .ﺑﻪ ﻫﻤﯿﻦ ﺧﺎﻃﺮ در اﯾﻨﺠﺎ ﮐﺎﻧﺎل های ﻣﻘﺴﻢ ﺳﯿﺴﺘﻢ ﮔﺮﻣﺎﯾﺶ ﺧﺎ رﺟﯽ ﺑـﺎ ﺳـﻮزﻧﯽ های ﺗﺰرﯾـﻖ ﺳﯿﺴﺘﻢ ﮔﺮﻣﺎﯾﺶ داﺧﻠﯽ ﯾﮑﺠﺎ دﯾﺪه ﻣﯽ ﺷﻮد .
ﻣﺰاﯾﺎی سیستم های ترکیبی
- اﻣﮑﺎن ﺳﺎﺧﺖ ﻗﻄﻌﺎت ﺑﺎ ﺑﺮﺟﺴﺘﮕﯽ ها و ﺳﻮراخ های ﮐﻮﭼﮏ
- اﻓﺖ ﻓﺸﺎر ﮐﻢ در ﺻﻔﺤﻪ ﻣﻘﺴﻢ ﻣﺬاب در ﻣﻘﺴﻢ
- ﻗﺎﺑﻠﯿﺖ ﻣﺘﻌﺎدل ﻧﻤﻮدن ﻣﺨﻠﻮط ﺟﺎﻣﺪ
- ﻫﺪاﯾﺖ ﮔﺮﻣﺎﯾﯽ ﺧﻮب
- ﻣﻘﺎﻃﻊ راهگاهﯽ ﮐﻮﭼﮏ
دﻻﯾﻞ اﺳﺘﻔﺎده از ﺳﯿﺴﺘﻢ راهگاه ﮔﺮم
- ﺗﺰرﯾﻖ ﻣﺴﺘﻘﯿﻢ
- ﻫﺰﯾﻨﻪ های ﺑﺎﻻی ﻣﻮاد اوﻟﯿﻪ و ﻟﺰوم ﺻﺮﻓﻪ ﺟﻮﯾﯽ در آن
- ﮐﺎﻫﺶ ﻫﺰﯾﻨﮥ ﻋﻤﻠﯿﺎت ﺗﮑﻤﯿﻠﯽ ﺑﻌﺪ از ﺗﺰرﯾﻖ
- ﺗﻮﻟﯿﺪ اﻧﺒﻮه ﻗﻄﻌﺎت ﮐﻮﭼﮏ
- ﺗﻮﻟﯿﺪ ﻗﻄﻌﺎت ﺑﺰرگ ﺑﺎ ﮐﺎﻧﺎل های ﻃﻮﻻﻧﯽ ﺟﺮﯾﺎن ﻣﻮاد
- ﮐﺎﻫﺶ زﻣﺎن ﺳﯿﮑﻞ ﺗﻮﻟﯿﺪ
- ﺣﻔﺎﻇﺖ ﻣﺤﯿﻂ زﯾﺴﺖ و ﻣﺸﮑﻞ ﺗﺠﺰﯾﻪ ﺿﺎﯾﻌﺎت ﺣﺎﺻﻞ از ﺗﺰرﯾﻖ
- ﺑﮑﺎرﮔﯿﺮی ﻗﺎﻟﺐ روی ﻣﺎﺷﯿﻦ های ﺗﺰرﯾﻖ ﮐﻮﭼﮑﺘﺮ
- ﺳﺎﺧﺖ ﻗﺎﻟﺐ های ﻃﺒﻘﻪ ای
ﻣﻌﯿﺎرهای ﺗﺼﻤﯿﻢ ﮔﯿﺮی ﺑﺮای اﻧﺘﺨﺎب ﺳﯿﺴﺘﻢ راهگاه ﮔﺮم
ﺑﺮای آﻧﮑﻪ ﺑﺘﻮان ﺟﻬﺖ ﯾﮏ ﮐﺎرﺑﺮد ﺧﺎص، ﺳﯿﺴﺘﻢ راهگاه ﮔﺮم ﻣﻨﺎﺳﺒﯽ اﻧﺘﺨﺎب ﮐﺮد، ﻣـﯽ ﺑﺎﯾﺴﺖ به ﺮوﺷﻨﯽ از ﻣﺰاﯾﺎ و ﻣﻌﺎﯾﺐ ﭼﻨﯿﻦ ﻣﮑﺎﻧﯿﺰم هاﯾﯽ ﻣﻄﻠﻊ ﺑﻮد. اﯾﻦ ﺳﯿﺴﺘﻢ ها ﺑﻪ ﺗﻔﮑﯿﮏ ﻣﯽ ﺑﺎﯾﺴﺖ ﺑﻨﻮﻋﯽ ﺑﺎ ﭘﺎراﻣﺘﺮهای ذﯾﻞ ﻗﺎﺑﻞ ﻋﺮﺿﻪ ﺑﺎﺷﻨﺪ:
- ﺗﻨﻮع ﮔﺮاﻧﺮوی (وﯾﺴﮑﻮزﯾﺘﻪ) ﻣﻮاد ﺗﺰرﯾﻘﯽ
- اﻣﮑﺎن اﺳﺘﻔﺎده و ﻣﺠﺎورت ﺑﺎ ﻣﻮاد ﭘﺎﯾﺪار ﮐﻨﻨﺪه
- تغییر رنگ
- کار با ولتاژ ۲۲۰ یا پایین تر
- ﮔﺮﻣﺎﯾﺶ داﺧﻠﯽ ﯾﺎ ﺧﺎرﺟﯽ
- ﻫﺪاﯾﺖ ﮔﺮﻣﺎﯾﯽ
- ﻗﺎﺑﻠﯿﺖ ﺗﺤﻮﯾﻞ ﺳﺮﯾﻊ ﺳﯿﺴﺘﻢ راهگاهﯽ

در حالت کلی اگر تیراژ محصولی قابل توجه هست و قالب تزریق پلاستیک قرار است به طور دائم کار کند هزینه بالای قالب کاملا توجیه پذیر است و می توان از این مکانیزم استفاده کرد زیرا در طول مدت تولید با صرفه جویی در زمان تولید و مواد اولیه هزینه قالب روی تیراژ سر شکن می شود و بهای تمام شده را به طور چشمگیری کاهش می دهد. اما برای محصولات با تیراژ پایین این مکانیزم صرفه اقتصادی ندارد مگر اینکه خود محصول دارای پیچیدگی باشد که الزاما قالبساز مجبور به استفاده از این مکانیزم باشد.
برای بررسی محصول و مکانیزم های مورد نیاز برای قالب شما می توانید از طریق واتساپ عکس ، ابعاد و تیراژ مد نظر خود را برای ما ارسال نمایید. ما در سریع ترین زمان ممکن استعلام قیمت قالب را به همراه زمان تحویل به صورت مکتوب برای شما ارسال میکنیم.
مجموعه قالبسازی متال هارمونی در هر مرحله از پروژه ساخت قالب، گزارش مکتوب ارائه می نماید تا کارفرما از درصد پیشرفت کار آسوده خاطر گردد.